Tin tức
[GIẢI ĐÁP] Vì sao bề mặt sau phun cát bị không đều màu?

Th4
Trong quá trình xử lý bề mặt kim loại, nhiều đơn vị gặp tình trạng sau khi phun cát xong thì bề mặt không đồng nhất: chỗ sáng, chỗ tối, chỗ nhám mạnh, chỗ lại mịn hơn bình thường. Đây là lỗi khá phổ biến nhưng nếu không hiểu đúng nguyên nhân, xưởng rất dễ mất thêm thời gian xử lý lại, tốn vật tư và ảnh hưởng đến chất lượng sơn phủ về sau.
Vậy vì sao bề mặt sau phun cát bị không đều màu? Phần lớn nguyên nhân không nằm ở một yếu tố duy nhất, mà là sự kết hợp giữa bề mặt đầu vào, hạt mài, khí nén, thao tác vận hành và tình trạng thiết bị. Nếu xử lý đúng gốc vấn đề, bạn có thể cải thiện rõ rệt chất lượng hoàn thiện và độ ổn định của cả quy trình.
Vì sao bề mặt sau phun cát bị không đều màu?
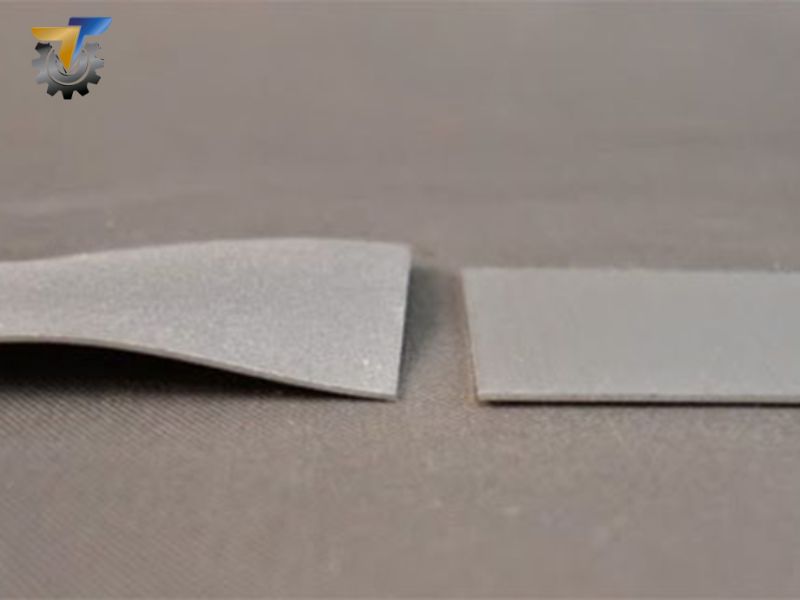
Hiểu đơn giản, hiện tượng không đều màu sau phun cát xảy ra khi mức độ tác động của hạt mài lên từng vùng bề mặt không giống nhau. Có vị trí được làm sạch sâu hơn, có vị trí chỉ mới xử lý nhẹ, hoặc có nơi bị ảnh hưởng bởi dầu, ẩm, bụi mịn và tạp chất nên nhìn thành phẩm bị loang, lệch màu hoặc không đồng nhất về độ nhám.
Nếu mục tiêu của bạn là chuẩn bị bề mặt trước khi sơn, mạ hoặc phủ bảo vệ, thì lỗi này không nên xem nhẹ vì nó có thể kéo theo nhiều vấn đề ở công đoạn sau.
Các nguyên nhân phổ biến khiến bề mặt sau phun cát bị không đều màu
Bề mặt đầu vào không đồng nhất
Đây là nguyên nhân rất thường gặp. Nếu chi tiết kim loại ban đầu có vùng bị oxy hóa nặng, vùng chỉ bám dầu nhẹ, vùng còn lớp sơn cũ hoặc vảy cán dày mỏng khác nhau, thì sau khi phun cát, màu sắc bề mặt nhìn thấy sẽ không thể giống nhau hoàn toàn ngay từ lần phun đầu tiên.
Ví dụ thực tế:
- Tấm thép có mép bị rỉ mạnh nhưng phần giữa còn khá mới
- Chi tiết cơ khí có chỗ từng dính dầu cắt gọt lâu ngày
- Bề mặt hàn và bề mặt thép nền có mức oxy hóa khác nhau
Trong trường hợp này, lỗi không nằm hoàn toàn ở máy. Vấn đề là bề mặt đầu vào chưa được xử lý sơ bộ và phân loại đúng mức độ bẩn trước khi phun.
Hạt mài không đồng đều hoặc đã xuống cấp
Hạt mài là yếu tố ảnh hưởng trực tiếp đến độ sạch và độ đồng nhất của bề mặt. Nếu hạt mài bị trộn lẫn nhiều cỡ hạt, bị vỡ vụn quá nhiều, lẫn bụi hoặc đã qua sử dụng quá lâu, lực tác động lên bề mặt sẽ không ổn định. Kết quả là vùng bị “ăn” mạnh, vùng lại “ăn” yếu.
Vnbq2018.com hiện cung cấp nhiều loại vật liệu phun cát như cát oxit nhôm, hạt thủy tinh, thép bi và các vật liệu mài khác, cho thấy việc chọn đúng vật liệu và kiểm soát chất lượng hạt mài là khâu rất quan trọng trong xử lý bề mặt.
Dấu hiệu dễ nhận biết:
- Bề mặt có vùng quá nhám, vùng lại mờ đục
- Lượng bụi trong buồng phun tăng nhanh
- Hiệu quả làm sạch giảm dù áp suất không đổi
Áp suất khí nén không ổn định
Máy phun cát hoạt động dựa trên nguyên lý dùng khí nén để đẩy hạt mài với tốc độ cao lên bề mặt vật liệu. Khi áp suất khí nén không ổn định, lực phun thay đổi liên tục, khiến mức độ làm sạch giữa các vùng bị chênh lệch.
Tình trạng này thường đến từ:
- Máy nén khí không đủ công suất
- Đường ống bị rò rỉ
- Bộ lọc, van điều áp hoạt động kém
- Nhiều thiết bị dùng chung một nguồn khí nén
Khi đó, dù người vận hành thao tác đúng, bề mặt vẫn dễ xuất hiện tình trạng không đều màu.

Khoảng cách và góc phun không đồng nhất
Nếu súng phun được giữ quá gần ở một điểm nhưng lại xa hơn ở điểm khác, hoặc góc phun thay đổi liên tục, hạt mài sẽ tác động lên bề mặt với cường độ khác nhau. Vùng chịu tác động trực diện thường sạch nhanh và tạo độ nhám rõ hơn; vùng chịu góc xiên hoặc xa hơn sẽ cho cảm giác màu tối hoặc mờ hơn.
Đây là lỗi thao tác rất phổ biến ở người mới vận hành hoặc khi làm hàng có hình dạng phức tạp.
Tốc độ di chuyển súng phun không đều
Một số vị trí người vận hành rê súng chậm tay nên bị làm sạch sâu hơn, còn chỗ khác đi súng nhanh quá nên chưa đủ thời gian tác động. Kết quả là mặt thành phẩm bị loang màu theo từng vệt.
Nếu nhìn kỹ bạn sẽ thấy:
- Các dải sáng tối chạy theo hướng tay phun
- Bề mặt không đồng nhất theo từng lượt quét
- Mép, góc hoặc khe thường khác màu so với mặt phẳng chính
Độ ẩm, dầu và tạp chất trong khí nén
Nhiều xưởng chỉ chú trọng máy và hạt mài mà bỏ qua chất lượng khí nén. Trong khi đó, hơi ẩm, dầu hoặc nước lẫn trong đường khí có thể bám lên bề mặt và làm cho màu sắc sau phun không đồng đều. Nặng hơn, chúng còn ảnh hưởng đến độ bám dính của sơn phủ.
Nếu bạn gặp hiện tượng phun xong bề mặt chỗ sáng đẹp, chỗ lại có cảm giác xám đục hoặc lấm tấm, hãy kiểm tra ngay bộ tách ẩm, lọc dầu và hệ thống khí.
Bụi hồi lưu trong buồng phun cát
Trong buồng phun cát hoặc hệ thống tuần hoàn, nếu bụi mịn không được hút và tách hiệu quả, hạt mài sạch sẽ bị trộn lẫn tạp chất. Điều này khiến dòng phun không còn ổn định như ban đầu, đồng thời làm giảm chất lượng bề mặt thành phẩm.
Chọn sai loại hạt mài cho vật liệu
Không phải vật liệu nào cũng phù hợp với cùng một loại hạt mài. Ví dụ, chi tiết cần bề mặt mịn nhưng lại dùng hạt quá thô thì nhìn sẽ sần và lệch màu. Ngược lại, bề mặt cần đánh sạch gỉ nặng mà dùng hạt quá nhẹ thì hiệu quả không đủ, gây cảm giác chỗ sạch chỗ chưa sạch.
Vì thế, trong công nghệ phun cát làm sạch, việc chọn đúng loại hạt mài, kích cỡ hạt và chế độ phun là điều bắt buộc nếu muốn bề mặt đồng đều.
Bề mặt không đều màu có ảnh hưởng gì?
Nhiều người nghĩ đây chỉ là lỗi thẩm mỹ. Thực tế, hậu quả có thể lớn hơn khá nhiều:
- Làm giảm tính chuyên nghiệp của sản phẩm sau gia công
- Gây khó khăn cho công đoạn sơn, mạ hoặc phủ bảo vệ
- Tăng nguy cơ lớp sơn bám không đều
- Dễ phát sinh lỗi hàng loạt khi sản xuất số lượng lớn
- Tốn thêm nhân công, vật tư và thời gian xử lý lại
Đặc biệt với các sản phẩm cần hoàn thiện bề mặt đẹp hoặc yêu cầu độ bám dính cao trước khi sơn, lỗi này cần được xử lý triệt để.
Cách kiểm tra nhanh khi gặp lỗi không đều màu sau phun cát
Khi gặp hiện tượng này, bạn nên kiểm tra theo thứ tự sau để tìm đúng nguyên nhân:
Kiểm tra bề mặt đầu vào
- Có còn dầu mỡ không
- Có lớp sơn cũ, gỉ nặng hoặc vảy cán không
- Có sự chênh lệch rõ giữa các vùng bề mặt không
Kiểm tra hạt mài
- Hạt có bị vỡ vụn nhiều không
- Có lẫn bụi, tạp chất, mạt kim loại không
- Kích cỡ hạt có đang đồng đều không
Kiểm tra nguồn khí nén
- Áp suất có tụt thất thường không
- Hệ thống có nước hoặc dầu không
- Bộ lọc có đang hoạt động tốt không
Kiểm tra vòi phun và thao tác
- Vòi phun có bị mòn không
- Khoảng cách phun có giữ đều không
- Tốc độ rê tay có ổn định không
Kiểm tra hệ thống hút bụi và tuần hoàn
- Buồng phun có nhiều bụi lơ lửng không
- Hạt mài tái sử dụng có còn đạt chất lượng không

Cách khắc phục bề mặt sau phun cát bị không đều màu
Chuẩn hóa khâu làm sạch đầu vào
Trước khi phun cát, nên xử lý sơ bộ dầu mỡ, bụi bẩn nặng hoặc lớp bám quá dày. Với chi tiết có mức độ oxy hóa chênh lệch lớn, cần đánh giá và chia nhóm để áp dụng chế độ xử lý phù hợp.
Thay hoặc sàng lại hạt mài
Không nên cố dùng hạt mài đã xuống cấp quá mức. Hãy sàng lọc để loại bỏ bụi mịn, hạt vỡ và tạp chất. Nếu cần, thay mới hoàn toàn để đảm bảo dòng phun ổn định.
Ổn định áp suất khí nén
Đảm bảo máy nén khí đủ công suất cho máy phun cát. Kiểm tra rò rỉ đường ống, van điều áp và các thiết bị lọc khí định kỳ. Khi nguồn khí ổn định, chất lượng bề mặt cũng sẽ ổn định hơn.
Chuẩn hóa thao tác phun
Người vận hành cần thống nhất:
- Khoảng cách từ vòi phun đến bề mặt
- Góc phun phù hợp
- Tốc độ rê súng
- Số lượt phun trên từng vùng
Đây là yếu tố rất quan trọng nếu xưởng muốn hạn chế lỗi lặp đi lặp lại giữa các ca làm việc.
Kiểm soát độ ẩm và dầu trong khí nén
Trang bị bộ tách ẩm, lọc dầu và xả nước định kỳ cho hệ thống khí nén. Nhiều trường hợp chỉ cần xử lý triệt để khâu này là bề mặt sau phun đã cải thiện rõ rệt.
Bảo trì định kỳ thiết bị
Việt Thành hiện không chỉ cung cấp máy phun cát và vật liệu phun cát mà còn có các nội dung liên quan đến bảo dưỡng máy phun cát, quy trình vận hành và tư vấn thiết bị xử lý bề mặt. Điều này cho thấy việc bảo trì định kỳ là yếu tố then chốt để duy trì chất lượng xử lý ổn định trong nhà xưởng.
Giải pháp cung cấp, sửa chữa máy phun bi, phun cát từ Công ty TNHH Thiết bị Việt Thành
Với định hướng chuyên về thiết bị xử lý bề mặt, vnbq2018.com đang cung cấp các nhóm sản phẩm và giải pháp liên quan như:
- Máy phun cát
- Máy phun cát tự động, máy phun cát có mâm xoay
- Thùng phun cát di động
- Máy phun bi
- Vật liệu phun cát như oxit nhôm, hạt thủy tinh, thép bi
- Phụ kiện và bảo hộ lao động
- Sửa chữa máy phun bi, phun cát
Điểm phù hợp với nhóm khách hàng đang tìm hiểu lỗi bề mặt sau phun cát là ở chỗ: thay vì chỉ mua máy, doanh nghiệp thường cần một đơn vị có thể hỗ trợ từ thiết bị, vật liệu đến cách tối ưu quy trình. Đây cũng là hướng mà nhiều xưởng hiện nay quan tâm khi muốn giảm lỗi và nâng chất lượng gia công.

Hiện tượng vì sao bề mặt sau phun cát bị không đều màu thường bắt nguồn từ nhiều yếu tố cùng lúc: bề mặt đầu vào không đồng nhất, hạt mài xuống cấp, áp suất khí nén thiếu ổn định, thao tác phun chưa chuẩn hoặc hệ thống khí có ẩm và dầu. Khi xác định đúng nguyên nhân, bạn hoàn toàn có thể khắc phục được và đưa quy trình xử lý bề mặt về trạng thái ổn định hơn.
Nếu bạn đang cần tư vấn thêm về hướng dẫn làm sạch bề mặt kim loại, chọn vật liệu phù hợp hoặc tìm thiết bị tối ưu cho nhà xưởng, hãy tham khảo thêm tại Công ty TNHH Thiết bị Việt Thành để được hỗ trợ giải pháp phù hợp với nhu cầu thực tế của mình.